



Introduction — Why Output Still Lags (Even When Tech Is Ready)
I’ll be blunt: more capacity does not mean more output unless you fix the bottlenecks up front. CNC turret lathe machines sit at the center of many shops, yet shops still lose hours to avoidable delays. Data from small-cell production lines shows downtime can eat 15–30% of scheduled machining time — a big hit to profitability. So what’s standing between you and a steady, reliable spindle cycle? (I’ve seen it in four shops this year alone.)
We’re not just talking about flashy upgrades — I mean real, practical changes to tooling, turret indexing, and setup flow that move the needle fast. I want to push you to rethink assumptions. Which pains do you accept? Which do you challenge? Let’s go through the root problems and then the fixes that actually stick. — Ready to get practical?
Part 2 — Where Traditional Fixes Fail for the horizontal turret lathe
What’s the real bottleneck?
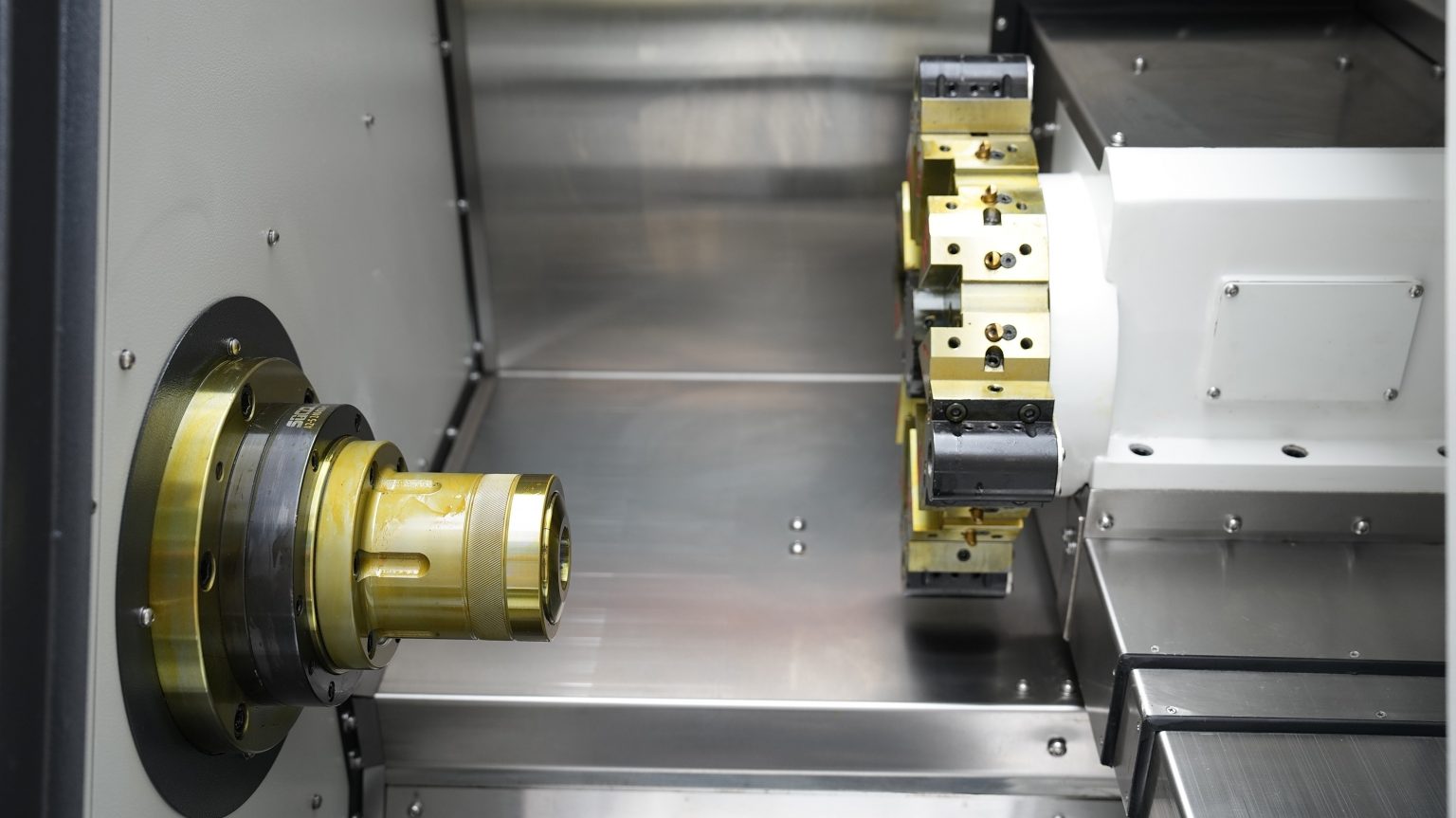
I’ve watched teams swap parts and buy software, hoping throughput will jump. On a horizontal turret lathe, the usual suspects are tooling setup, turret indexing speed, and poor coolant flow. First, tooling racks are often messy. Operators hunt for holders and waste minutes each change — minutes that add up. Second, shops lean on higher spindle speed as a cure-all. That helps only if cycle time isn’t dominated by tool change and indexing. Third, coolant or chip evacuation gets ignored until the chips jam the part and everyone scrambles. Look, it’s simpler than you think: fix the little things and the big numbers move.
Technically, many “improvements” skip measuring the verticals: setup variance, tool life curves, and servo motor tuning. You can tighten spindle belts and tweak RPM, but if turret indexing drifts 0.2 mm or a live tooling holder slips, tolerance fails and scrap rises. I recommend mapping the actual cycle (time each step, not estimates). Then attack the longest steps first. Small investments in quick-change tooling and spindle maintenance pay back fast. — Funny how that works, right?
Part 3 — New Technology Principles for Smarter Throughput
What’s Next: Principles, Not Promises
Now I want to shift forward. New tech isn’t a magic wand, but certain principles make it work. First: data at the edge — capture simple metrics (cycle time, turret dwell, spindle load) and act on them. Second: modular tooling and smarter holders reduce changeover. Third: closed-loop tuning for turret indexing and servo response removes hidden drift. When we apply these principles, the gains stack. I’ve led retrofits where small sensors plus better tooling trimmed 10–20% of cycle time within weeks (yes, measurable). The trick is to pick one principle and own it — then scale. (I’ll show you how we phased changes in a recent job.)
Also, look at the part program and the hardware as partners. A revised toolpath that reduces air cuts by a few seconds per part will beat a costly spindle upgrade every time. Integrate live feedback from the cnc lathe tool turret and tune turret indexing proactively. Small shifts in coolant flow or cutting parameters can lower heat in the cut and extend tool life — fewer changeovers, less scrap. — This is practical engineering, not buzz.
To wrap up, here are three metrics I use when evaluating a fix: 1) Net cycle time reduction per part, 2) Percentage of runs without unscheduled tool changes, and 3) Mean time between adjustments for turret indexing. Measure these before and after, and you’ll see real ROI. I believe in hands-on proof. If you want a vendor that understands these fixes in the field, check Leichman. I’m convinced that with the right focus, even small shops can push output far beyond what their current setup suggests.